




 |
25mm থ্রেড শেষ মিল মিলিং কাটার কার্বাইড শেষ মিল সম্পূর্ণ দাঁত
পণ্যের বিবরণ:
| উৎপত্তি স্থল: | চীন |
| পরিচিতিমুলক নাম: | BWIN |
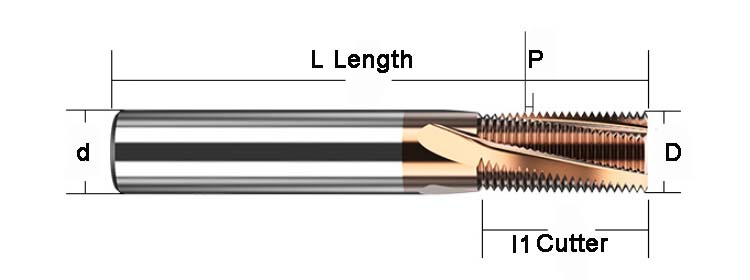
| মডেল নম্বার: | M12x1.75-D9.8x30x75 |
প্রদান:
| ন্যূনতম চাহিদার পরিমাণ: | 1 পিসি/বক্স |
|---|---|
| মূল্য: | negotiable |
| প্যাকেজিং বিবরণ: | প্লাস্টিক বাক্স |
| ডেলিভারি সময়: | 7 কর্মদিবস |
| পরিশোধের শর্ত: | টি/টি, ওয়েস্টার্ন ইউনিয়ন |
| যোগানের ক্ষমতা: | 1-10000pcs 7 দিন |
|
বিস্তারিত তথ্য |
|||
| পণ্যের নাম: | কার্বাইড থ্রেড এন্ড মিল 25 মিমি | মডেল: | 3ফ্লুট স্পাইরাল থ্রেডিং এন্ডমিল |
|---|---|---|---|
| উপাদান: | টংস্টেন কার্বাইড ইনডেক্সেবল মিলিং কাটার | ওয়ার্কপিস: | ঢালাই লোহা/ইস্পাত/স্টেইনলেস স্টীল/অ্যালুমিনিয়াম |
| ব্যবহার: | মিলিং | আবরণ: | টিআইএআইসিএন |
| দাঁতের কোণ: | 55°,60° | বৈশিষ্ট্য: | উচ্চ কর্তনকারী দাঁত শক্তি |
| আবেদন: | মিলিং মেশিন | প্যাকেজ: | 1 পিসি/বক্স |
| বিশেষভাবে তুলে ধরা: | 25 মিমি থ্রেড এন্ড মিল,কার্বাইড এন্ড মিল 25 মিমি,কার্বাইড এন্ড মিল ফুল দাঁত |
||
পণ্যের বর্ণনা
থ্রেডিং মিলিং কাটার M12x1.75-D9.8x30x75 TiAICN প্রলিপ্ত ফুল দাঁত কার্বাইড থ্রেড এন্ড মিল
দ্রুত বিস্তারিত:
- উচ্চ কঠোরতা
- উচ্চ নির্ভুলতা
- ভাল পরিধান প্রতিরোধের
- ভালো ফিনিশিং
- শক্তিশালী কম্পন প্রতিরোধের
- দীর্ঘ জীবন
বর্ণনা:
- প্রথাগত থ্রেড প্রক্রিয়াকরণ পদ্ধতির সাথে তুলনা করে, থ্রেড মিলিংয়ের সঠিকতা এবং দক্ষতা প্রক্রিয়াকরণে দুর্দান্ত সুবিধা রয়েছে এবং এটি থ্রেড গঠন এবং থ্রেড দিক দ্বারা সীমাবদ্ধ নয়।উদাহরণস্বরূপ, একটি থ্রেড মিলিং কাটার বিভিন্ন ঘূর্ণন দিকনির্দেশ সহ বিভিন্ন অভ্যন্তরীণ এবং বাহ্যিক থ্রেড প্রক্রিয়া করতে পারে।যে থ্রেডগুলি ক্রসওভার বা আন্ডারকাট কাঠামোর অনুমতি দেয় না, তাদের জন্য ঐতিহ্যগত বাঁক পদ্ধতি বা ট্যাপ এবং ডাই দিয়ে প্রক্রিয়া করা কঠিন, তবে CNC মিলিংয়ের মাধ্যমে এটি অর্জন করা খুব সহজ।এছাড়াও, থ্রেড মিলিং কাটারের স্থায়িত্ব ট্যাপের চেয়ে দশ গুণ বা এমনকি কয়েক ডজন গুণ বেশি।উপরন্তু, এনসি থ্রেড মিলিংয়ের প্রক্রিয়াতে থ্রেডের ব্যাস সামঞ্জস্য করা খুব সুবিধাজনক, যা ট্যাপ এবং ডাই দিয়ে করা কঠিন।
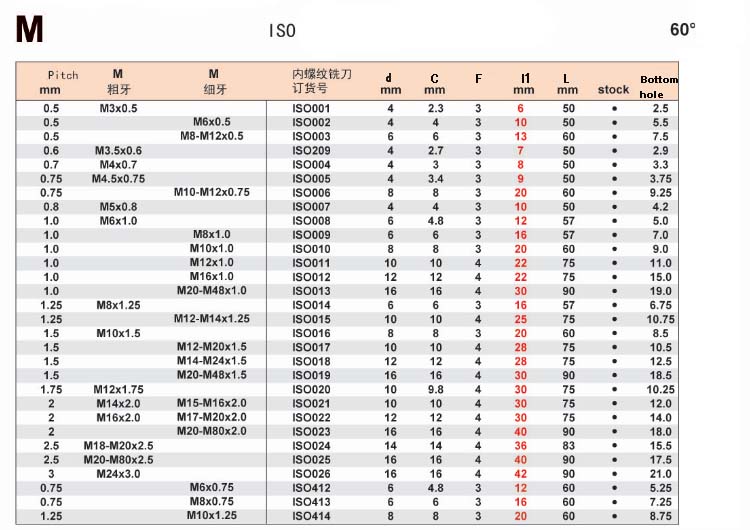
স্পেসিফিকেশন:
|
আইটেম গ্রেড
|
HRC45
(YG10X)
|
HRC55
(YL10.2 এবং WF25)
|
HRC60
(জার্মানি K44 &K40)
|
HRC65
(স্যান্ডভিক H10F)
|
|
বিস্তারিত
|
শস্য আকার 0.7um
Co10% নমনীয় শক্তি 3320N/mm2 |
শস্য আকার 0.6um
Co10% নমনীয় শক্তি 4000N/mm2 |
শস্য আকার 0.5um
Co12% নমনীয় শক্তি 4300N/mm2 |
শস্য আকার 0.5um
Co10% নমনীয় শক্তি 4300N/mm2 |
|
আবরণ শ্রেণীবিভাগ এবং সুবিধা
|
|||||
|
আইটেম
|
আবরণ প্রকার
|
আলটিন
|
TiAlN
|
TiSiN
|
নাকো
|
|
চারিত্রিক
|
কঠোরতা (HV)
|
৩৩০০
|
2800
|
4300
|
42(GPA)
|
|
বেধ (UM)
|
2.5-3
|
2.5-3
|
3
|
3
|
|
|
জারণ তাপমাত্রা (°সে)
|
900
|
800
|
1000
|
1200
|
|
|
ঘর্ষণ গুণাঙ্ক
|
0.35
|
0.3
|
0.25
|
0.4
|
|
|
রঙ
|
কালো
|
ব্রোঞ্জ
|
ব্রোঞ্জ এবং সোনা
|
নীল
|
|
|
সুবিধাদি
|
উচ্চ তাপ স্থিতিশীলতা
|
সাধারণত কাটা
|
ভারী কাটিয়া জন্য উপযুক্ত, এবং উচ্চ কঠোরতা কাটিয়া
|
উচ্চ নির্ভুলতা কাটিয়া জন্য
|
|
|
উচ্চ গতির জন্য উপযুক্ত, শুষ্ক কাটা
|
ছাঁচ ইস্পাত কাটা জন্য উপযুক্ত, স্টেইনলেস
ইস্পাত |
উচ্চ কঠোরতা কাটা, ছাঁচ ইস্পাত প্রক্রিয়াকরণের জন্য উপযুক্ত
|
|||
|
কার্বাইড কাটিয়া সরঞ্জাম জন্য সবচেয়ে উপযুক্ত, সন্নিবেশ বাঁক
|
|
|
|||
বিজ্ঞপ্তি:
- প্রভাব ক্ষতি এড়াতে যত্ন সহকারে হ্যান্ডেল.
- মিলিং কাটার লোডিং এবং আনলোডিং একটি ন্যাকড়া দিয়ে সুরক্ষিত করা উচিত যাতে হাত আহত না হয় বা কাটার প্রান্তটি পড়ে গিয়ে ক্ষতিগ্রস্ত না হয়।
- মিলিংয়ের সময়, মেশিনটি চালু করার আগে মিলিং কাটারটিকে কার্যকারী বস্তু থেকে সম্পূর্ণরূপে আলাদা করতে হবে যাতে কাজের বস্তুকে প্রভাবিত করার কারণে কাটারটির ক্ষতি না হয়।
- মিলিং কাটার এবং ববিনের প্রান্তের মধ্যে দূরত্ব যত কম হবে, মিলিং কাটারের কম্পন কমানো ভাল।কাটার দৈর্ঘ্য খুব বেশি হওয়া উচিত নয়
- কাজের বস্তুটি মিল করার জন্য সঠিক এবং উপযুক্ত শেষ মিলিং কাটার নির্বাচন করুন এবং কাজের বস্তুর উপাদান অনুযায়ী কাটার গতি এবং ফিড নির্বাচন করুন
- যখন কাটিং ডেটা অস্পষ্ট হয়, তখন পরীক্ষার জন্য ফিড রেট (ফিড রেট) হ্রাস করা হবে এবং তারপরে আদর্শ উত্পাদন প্রভাব অর্জনের জন্য প্রক্রিয়াকরণ ডেটা ধীরে ধীরে সংশোধন করা হবে।মিলিং কাটার ক্ষতি বা আঘাতের জন্য দ্রুত অগ্রগতি করবেন না।
অ্যাপ্লিকেশন:
প্রি-কঠিন ইস্পাত, স্টেইনলেস স্টীল, ডাই স্টিল, স্টিল প্লেট, তাপ-প্রতিরোধী ইস্পাত, পাইপ, তামা এবং অ্যালুমিনিয়াম, ঢালাই লোহা, ননফেরাস মেটাল, কাঠ, প্লাস্টিক, এফআরপি এবং এসও অন।সাধারণ উদ্দেশ্য অপারেশন স্লটিং, রিলিং, প্রোফাইলিং।
![]()
FAQ
1. ফ্ল্যাঙ্ক পরিধান?উচ্চতর কাটিয়া প্রতিরোধ, ফ্ল্যাঙ্কে খাঁজ পরিধান, পৃষ্ঠের দরিদ্র রুক্ষতা, বা নির্ভুলতার অবনতি।
নরম গ্রেড, অত্যধিক কাটিয়া গতি, ছোট ফ্ল্যাঙ্ক কোণ, কম ফিড।
একটি উচ্চতর, পরিধান-প্রতিরোধী গ্রেড নির্বাচন করুন, কাটার গতি হ্রাস করুন, ফ্ল্যাঙ্ক কোণ বাড়ান, ফিড বাড়ান।
2. ক্রেটার পরিধান?হাই স্পিড প্রসেসিং কার্বন স্টিল শেষ করার সময় অনিয়ন্ত্রিত চিপ, পৃষ্ঠের গুণমান খারাপ
নরম গ্রেড, অত্যধিক কাটিয়া গতি, অত্যধিক ফিড, চিপ ব্রেকারের শক্তি অপর্যাপ্ত।
একটি উচ্চ পরিধান-প্রতিরোধী গ্রেডে পরিবর্তন করুন, কাটার গতি হ্রাস করুন, ফিড হ্রাস করুন, একটি উচ্চ শক্তির চিপ ব্রেকার নির্বাচন করুন।
3. চিপিং?কাটিং প্রান্তের আকস্মিক ফ্র্যাকচার (রেক ফেস এবং ফ্ল্যাঙ্ক), অস্থিরতা ইনসার্ট লাইফ
দৃঢ়তা অপর্যাপ্ত, অত্যধিক ফিড রেট, অপর্যাপ্ত কাটিং শক্তি, টুলের অস্থিরতা।
একটি কঠিন গ্রেড নির্বাচন করুন, ফিডের হার হ্রাস করুন, কাটিং এজ এর মান বাড়ান (চ্যামফারিং থেকে রাউন্ডিং), স্থিতিশীলতা এবং সেটিং কোণ বাড়ান
4. ফ্র্যাকচার সন্নিবেশ করান?কাটা প্রতিরোধের দরিদ্র পৃষ্ঠের রুক্ষতা বৃদ্ধি.
দৃঢ়তা অপর্যাপ্ত, অত্যধিক ফিড রেট, অপর্যাপ্ত কাটিং শক্তি, টুলের অস্থিরতা।
একটি কঠিন গ্রেড নির্বাচন করুন, ফিডের হার হ্রাস করুন, কাটিং প্রান্তের সম্মান বাড়ান (চ্যামফারিং থেকে রাউন্ডিং), স্থায়িত্ব এবং সেটিং কোণ বাড়ান।
5. প্লাস্টিক বিকৃতি?মাত্রার তারতম্য নাকের পরিধান, কাটিং এজ ড্রেপ বা প্যাসিভেটিং। খাদ ইস্পাত প্রক্রিয়াকরণের সময় দুর্বল পৃষ্ঠের রুক্ষতা
নরম গ্রেড, অত্যধিক কাটিয়া গতি, অত্যধিক কাটিয়া গভীরতা এবং ফিড হার, কাটিং প্রান্তে অতিরিক্ত গরম।
একটি উচ্চ লাল কঠোরতা কাটিয়া উপাদান নির্বাচন করুন, কাটার গতি হ্রাস করুন, কাটিং গভীরতা এবং ফিড হার হ্রাস করুন, একটি উচ্চ তাপ পরিবাহিতা কাটিয়া উপাদান নির্বাচন করুন (CVD+ পর্যাপ্ত কুল্যান্ট)।
6. বিল্ড আপ-এজ?ওয়ার্কপিস কাটিং এজ দিয়ে দ্রবীভূত করা।
কাটিং গতি খুব কম, কাটিং প্রান্ত স্থূল, অনুপযুক্ত টুল উপাদান।কাটার গতি বাড়ান, রেকের কোণ বাড়ান, ছোট স্টিকিং বল নির্বাচন করুন।
এই পণ্য সম্পর্কে আরও বিশদ জানতে চান